-

导波雷达液位计故障原因分析
过程检查及分析工艺外操人员到现场查看D-26 罐玻璃板液位计的测量值在1100mm 左右。仪表维修工到现场检查该表变送单元显示正常,无故障报警,随后对该表 进行低点排放处理后恢复正常。 导波雷达液位计是根据发射的雷达波到液位后接收的反射波原理进行测量。由于不同种液体的介电常数不一样,反射的雷达波的强度也就不一样。由于D-26罐底部积水,而水的介电常数比C5-馏分的介电常数大,即水的反射波强度大于C5-馏分反射波的强度,导致LT-13直接测量水的液位,忽略了待测液体的液位。
2024-09-02 科威
-

SIS联锁误动作置装置停车
故障经过9月7日9点30分,装置制冷压缩机 K01停 机,同时打开 K01入口分液罐放空紧急切断阀 XOV-01,关闭K01入口紧急切断阀XCV-02 和 XCV-03 ,并造成生产小幅波动。工艺人员发现K01停机后赶往现场检查,并启动应急预案,准备重新启动制冷压缩机K01。9 点40分,仪表人员接到工艺电话,得知情况后立即 赶往现场配合工艺紧急处置,在启动 K01 后,赶往三联合机柜间,查找 事故原因。11 时仪表人员在核对系统事件记录后,发现SIS联锁I-01误动作,CCS系统接收到自SIS系统的联锁停机信号导致K01停车。随后仪表人员对仪表线路及系统卡件进行检查,在检查过程中发现烷基化 SIS系统辅操台上,联锁急停按钮HS-00接线端子虚接,在重新接线并紧固端子后,系统恢复正常。
2024-09-02 科威
-
西门子PLC SFC顺序控制设计启保停编程介绍
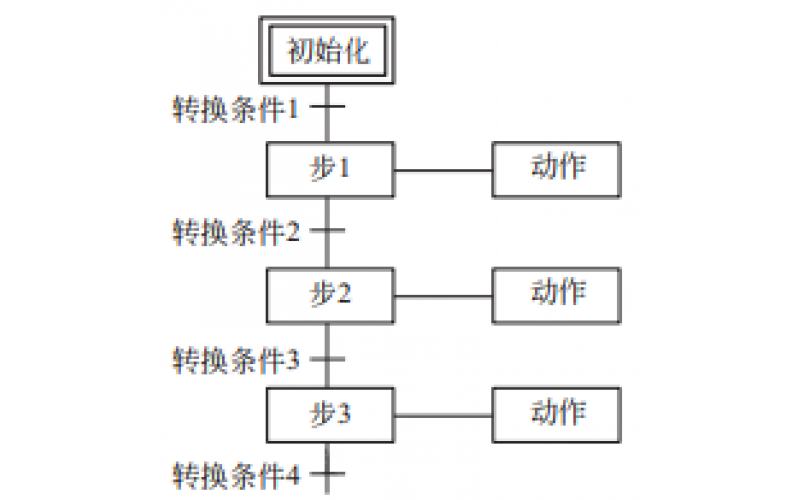
所谓顺序控制, 就是按照生产工艺预先规定的顺序, 在各个输入信号的作用下, 根据内部状态和时间的顺序, 在生产过程中各个执行机构自动地有秩序地进行操作。使用顺序控制设计法首先根据系统的工艺过程, 画出顺序功能图, 然后根据顺序功能图编写程序。有的PLC 编程软件为用户提供了顺序功能 (Sequential Function Chart, 简称 SFC) 语言, 在编程软件中生成顺序功能图后便完成了编程工作。例如西门子S7-300/400 系列 PLC 为用户提供了顺序功能图语言, 用于编制复杂的顺序控制程序。利用这种编程方法能够较容易地编写出复杂的顺序控制程序, 从而提高工作效率。
2024-09-02 科威
-

加热炉炉分支阀门故障导致停炉原因分析
过程检查及分析仪表人员到现场后要求内操人员给定阀位,发现阀门不动作且为全关状态。此阀门为故障开阀门,当时风源压力正常阀门没有全开且不动作,初步考虑定位器本身故障,应更换定位器。要求工艺人员改副线,此时由于阀门为关闭状态,此分支内介质已停止流动,炉管内介质被持续加热升温。工艺人员在改副线过程中由于副线阀门打开,此分支介质突然流动,大量高温介质瞬间流出加热炉。导致加热炉出口温度升高,触发加热炉出口温度高高联锁,引发 F101 主火嘴燃料气快速切断阀 XCV1923和 XCV1924 关闭导致熄炉。
2024-08-30 科威
-
![催化汽油加氢装置轴温高压缩机联锁]()
催化汽油加氢装置轴温高压缩机联锁
装置改造半年后,催化汽油加氢脱硫装置汇报循环氢压缩机K02B 联锁停机,装置联锁停工,车间立即通知仪表人员到场检查配合, 开启备用机组,装置逐步恢复生产,现场检查和故障原因分析。
2024-08-28 科威
-
![氧化锆分析仪探头安装位置及示意图]()
-
![高、低压成套开关柜母线设计标准]()
高、低压成套开关柜母线设计标准
母线是指在成套开关柜中起到关键作用的导体,它的主要功能是连接柜间以及柜内的各种电气设备,实现电能的汇集、分配和传送。母线在开关柜中的地位举足轻重,就如同人体的血管一样,将电力源源不断地输送到各个设备中。 当发生短路故障时,母线需要承受短路电流所带来的巨大发热和电动力作用。这就要求母线具备良好的导电性能、耐热性能和机械强度,以确保在短路情况下能够稳定工作,不至于出现熔断、变形等问题,从而保障整个电力系统的正常运行。
2024-08-19 科威
-
![凝汽器灌水查漏操作要点有哪些?]()
凝汽器灌水查漏操作要点有哪些?
凝汽器灌水查漏操作要点有哪些? 1.机组停运,高压缸调节级温度低于100℃。 2.凝汽器底部加装临时支撑和临时水位计,水位计上口不允许封口。 3.开启机组各段抽汽疏水门。 4.关闭主再热蒸汽冷段热段、高旁前后,导汽管、调节级、汽缸夹层疏水电动门,和低旁减温水电动门。 5.关闭A、B凝结水泵进口手动门,抽空气手动门,关闭凝结水再循环调整门。 6.关闭A、B真空泵入口手动门,气动门。
2024-08-16 科威



